如何获得焊接过程的最佳彩色图像
焊接通常是一种单色工艺,其中要焊接的母体材料、焊丝、电弧和焊枪通常以灰色为主,图像中的颜色成分很少。
然而,确实存在一些例外,例如GTAW / TIG或等离子焊接,其中确实存在一些颜色,尤其是焊枪。
在这种情况下,彩色相机可能是对过程进行成像的首选,使操作员能够看到一些在黑白成像中不容易看到的特征。
使用典型的焊接相机系统,例如Xiris提供的系统,图像由彩色相机以原始图像格式生成,每像素最多可达20位。然后,这些图像必须经过色调映射过程,以实现最佳图像质量,以便在通常为每像素 8 位的显示器上显示。
这种色调映射过程对于增强彩色图像至关重要,以便它们能够引起观众的最大兴趣。每个焊工都希望看到自己的特定功能通过色调映射过程得到增强,以便它们最明显,并允许他们对过程做出更好的决策。色调映射过程的设置方式可以定义焊接图像中的哪些特征为查看器增强。 通过更改色调映射的成像参数,可以使某些特征更加明显。
熔池的前缘、接缝宽度和位置、热影响区 (HAZ) 的存在以及熔池的纹理等特征都是可以通过调整色调映射参数来增强的特征示例。
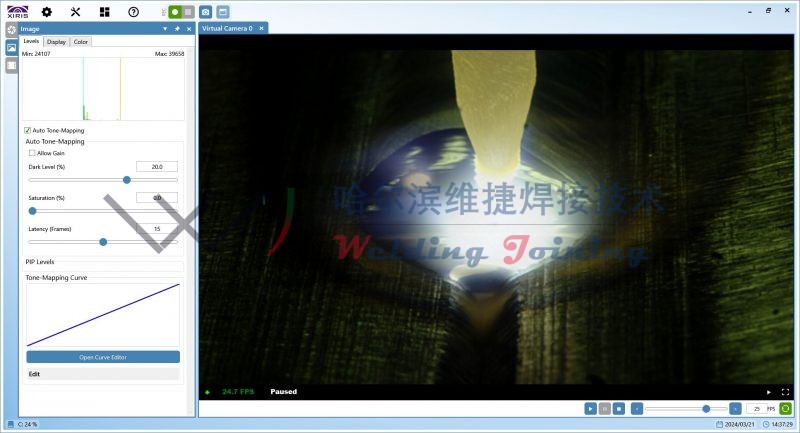
Xiris开发了一个强大的彩色成像软件模块,作为其WeldStudio平台的一部分,允许用户调整色调映射参数,以确保其感兴趣的特征最明显。这是通过一系列步骤完成的:
- 首先,该软件查看每个颜色通道的直方图信息。数字彩色图像由三个分量组成——红色、蓝色和绿色(或“RGB”)。因此,每个像素都有自己独特的红色、蓝色和绿色值。测量每个RGB分量的直方图的最小值和最大值,并从输入范围“切割”像素强度值的“有效范围”。
- 色调映射软件对显示颜色进行规范化,以便范围底部的像素显示为纯黑色,范围顶部的像素显示为纯白色,并相应地映射中间值。黑白值可以由软件自动计算,也可以由用户手动控制。黑色(底部切割)点和白色(顶部切割)点的计算分别受“暗色”和“饱和度”设置的影响。
- 默认情况下,有效范围到输出图像的映射是线性的。但是,可以使用伽玛曲线或 S 曲线将其设置为非线性
- 减小伽玛将导致在图像的黑暗区域看到更多细节;增加它将导致在明亮区域看到更多细节。
S 曲线是查找表(或“LUT”)的一种形式,用于转换每个输入 RAW 像素在色调映射过程中的显示方式。
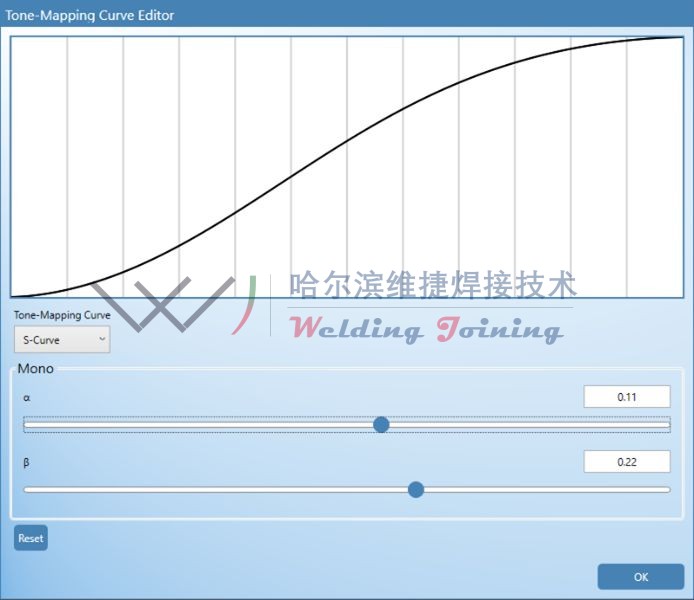
S 曲线是使用以下格式的方程式生成的:
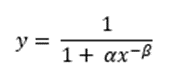
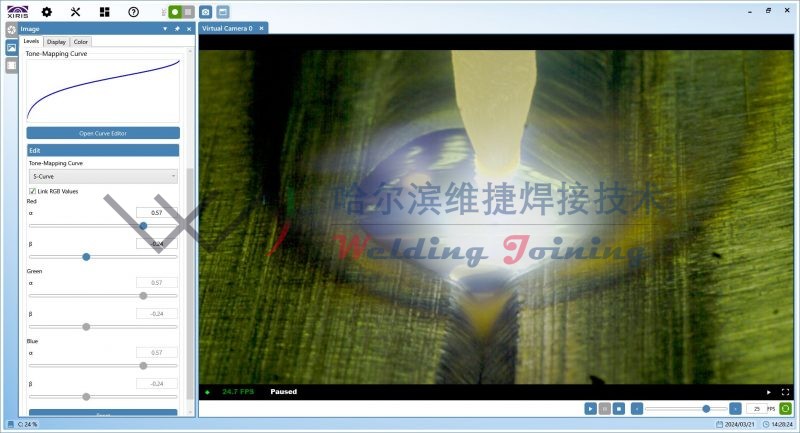
其中 α 和 β 是系数值,可以使用滑块进行调整以更改 S 曲线的形状。在彩色图像的情况下,每个 R、G 和 B 颜色通道都可以有自己的曲线。通过调整系数,可以使相应的颜色分量变亮或变暗,有助于增强图像以突出某些特征。
最后,可以调整整体图像的鲜艳度,以增加焊接过程中常见的柔和颜色的强度,同时保持饱和颜色(如焊弧或焊枪)不变。其结果是,其他焊接特征(如熔池或背景)可以看起来更自然,甚至随着活力的增加而增加。
具有不同色调映射的示例:


总结
彩色图像可以为焊工提供在单色图像中不常被注意到的附加信息,特别是对于 GTAW / TIG 等精密焊接。在一些非常具体的焊接工艺中,使用单个查找表增强色调映射处理可以成为自定义图像显示并突出显示单个焊工感兴趣的特定特征的有效工具。