使用焊接相机减少GMAW的飞溅
熔化极气体保护焊(GMAW)的特点是当焊丝在短路过渡时,其短路过渡频率超过每秒100次时,产生从工件喷出的火花和飞溅物。飞溅的产生是GMAW过程的不可避免的一部分,但它为生产过程提出了一些问题,包括损坏工件表面,增加焊丝消耗,以及差的外观。可能无法完全消除飞溅,但是可以大大减少,同时更好地了解为什么会产生飞溅,以及如何调整过程参数来控制它。
飞溅是由于熔池表面张力和热能转化为动能而导致的高温材料的排放。这会将小金属液滴喷射到周围的地方,在那里它们会冷却并固化,从而产生不均匀的表面光洁度。众所周知,不同的GMAW工艺产生不同程度的飞溅,但是甚至喷洒已知用于飞溅控制的GMAW防飞溅剂,可以极大地受益于飞溅减少。
除了作为污染工件表面外,飞溅物可能是GMAW焊接的一个昂贵的问题。 Welding Answers [1]进行的一项案例研究考察了参数调整的优点,发现通过更好的参数设置可以减少高达85%的飞溅物,从而降低运营成本21%。这是通过降低人工成本,更少的填充材料和较少的后处理焊接所需的耗材来实现的。
为了减少总飞溅,需要对焊接参数及其对焊接池的影响有很强的理解。根据ASME,77%的焊接缺陷包括高飞溅物含量是由于不当的加工条件或操作者误差引起的[2]。最常见的是,调整电极对工件的电流,电压和距离是影响飞溅生产的重要因素。影响飞溅的其他因素包括送丝速度,电极厚度和表面污染。
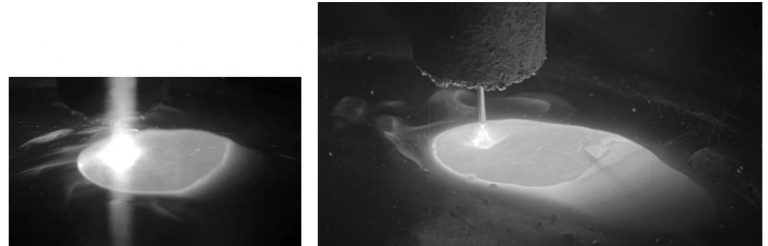
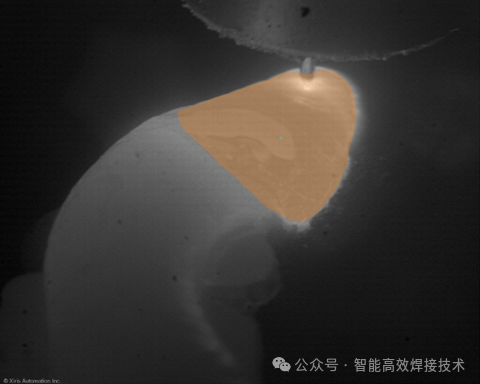
通过使用高动态范围焊接相机,可以清楚地观察焊接电弧,飞溅和周围的环境,并且可以监视和评估焊接过程中产生的飞溅量。这可以更好地了解改变焊接参数及其对飞溅形成的影响的影响。通过对操作领域的清晰了解,可以调整每种材料和厚度的焊接参数,以减少飞溅物的产生,从而大大降低飞溅物的产生和工件清理效率。
参考文献:
[1] http://weldinganswers.com/the-real-cost-of-welding-spatter/
[2] C. Matthews, ‘ASME Engineer’s Data Book’, ASME Press, January 2001